3.4. Артефакты печати и возможные неполадки
4. Недостаточная экструзия
3) Недостаточная экструзия. Каждый слайсер рассчитывает количество пластика которое нужно для заполнения определённого объёма, однако не всегда этот расчёт верен в силу разных причин. Слои в таком случае плохо прилипают друг к другу.
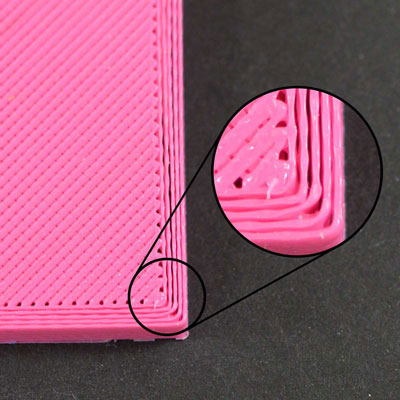
Недостаточная экструзия
Причины возникновения:
3.1) Неправильный диаметр нити. Самый распространённый диаметр - это 1.75 мм и 2.85 мм. Но не всегда теория согласуется с практикой, и он может отличаться. Исправляется точным измерением филамента в нескольких местах, вычислением среднего значении и установкой фактического параметра «Диаметр нити» в сласере.
3.2) Малый коэффициент экструдирования. Для компенсации различных причин существует также коэффициент экструдирования, который просто регулирует объём пластика. Исправляется экспериментальным подбором значения «Поток» в слайсере.