
3.4. Артефакты печати и возможные неполадки
14. Плохое заполнение
13) Плохое заполнение. Внутренне заполнение играет большую роль в прочности модели и в качестве горизонтальных поверхностей.
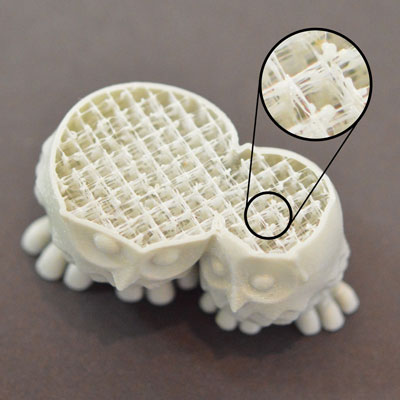
Плохое заполнение
Причины возникновения:
13.1) Слишком большая скорость печати заполнения. Обычно заполнение печатается быстрее чем стенки, однако при высокой скорости пластик не успевает вытечь, и оно становится хрупким. Исправляется уменьшением параметра «Скорость заполнения» в слайсере.
13.2) Неподходящий шаблон заполнения. Некоторые шаблоны заполнения могут сделать деталь более прочной. Чем другие. Исправляется изменением параметра «Шаблон заполнения».
13.3) Маленькая ширина экструдирования заполнения. Иногда ширины в размер одного сопла не хватает и возникает необходимость сделать внутреннюю стенку в ширину 2-х и более сопел. Это также повысит прочность модели. Исправляется увеличением параметра «Ширина линии заполнения» в слайсере.