3.4. Артефакты печати и возможные неполадки
| Сайт: | «Виртуальная школа Тульской области» |
| Курс: | Основы 3Д моделирования и 3Д печати |
| Книга: | 3.4. Артефакты печати и возможные неполадки |
| Напечатано:: | Гость |
| Дата: | Воскресенье, 2 августа 2026, 12:00 |
Описание
В большинстве же случаев, при продолжительной эксплуатации принтера Вы встретитесь со множеством различных проблем, решение которых не всегда сразу очевидно, т.к. одну проблему могут вызывать несколько различных факторов.
Оглавление
- 1. Артефакты печати и возможные неполадки
- 2. Отсутствие экструзии
- 3. Плохое прилипание к рабочему столу
- 4. Недостаточная экструзия
- 5. Избыточная экструзия
- 6. Дыры и щели в вернем слое печати
- 7. Волоски и паутина
- 8. Перегрев
- 9. Сдвиг слоёв
- 10. Трещины между слоями
- 11. Стачивание филамента
- 12. Засор экструдера
- 13. Остановка экструзии
- 14. Плохое заполнение
- 15. Наплывы на стенках
- 16. Вобблиг
- 17. Исчезновение мелких деталей
1. Артефакты печати и возможные неполадки
На первый взгляд 3д печать может показаться достаточно простым делом: загрузил модель в слайсер, который сделал из неё код, загрузил код в принтер и запустил печать. На самом деле такое возможно только если модель достаточна простая, настройки и калибровка поставлены верно, и у Вас дорогое и качественное оборудование, работающее всегда стабильно.
В большинстве же случаев, при продолжительной эксплуатации принтера Вы встретитесь со множеством различных проблем, решение которых не всегда сразу очевидно, т.к. одну проблему могут вызывать несколько различных факторов.
В данном теме собраны самые частые проблемы, возникающие при 3д печати, их причины и методы их устранения.
2. Отсутствие экструзии
1) Отсутствие экструзии при начале печати. Одна из самых частых проблем.
Отсутствие экструзии
Причины возникновения:
1.1) Пластик просто успел вытечь перед началом печати. Потому что сопло долго стояло нагретым. Исправляется печатью «Юбки» на модели.
1.2) Сопло расположено слишком близко к рабочему столу. Эта проблема особенно чётко видна, если первые 1-2 слоя не выдавливаются, а затем печать идёт как обычно. Исправляется калибровкой рабочего стола.
1.3) Пластиковая нить сточена подающей шестернёй. Часто встречающаяся проблема, когда шестерня «выгрызает» кусок филамента, когда не может его протолкнуть. Определить можно по стружке вокруг экструдера, и визуально убедившись, что нить не разматывается. Исправляется извлечением пластика и отрезанием повреждённого прутка.
1.4) Засор экструдера. Также часто встречается. Основная причина засора – пыль, нагар и стеклование. Исправляется прочисткой сопла (см. соответствующую тему)
3. Плохое прилипание к рабочему столу
2) Плохое прилипание к рабочему столу. Также очень важная проблема, т.к. первый слой -основа печати всей модели.
Отсутствие адгезии
Причины возникновения:
2.1) Не выровнен рабочий стол. Один край слишком близко от сопла, второй слишком далеко, пластику не получается зацепится. Исправляется калибровкой рабочего стола.
2.2) Печать слишком быстрая. Как мы уже говорили ранее в разделе про параметры печати, первый слой должен печататься медленно, чтобы пластик успевал прилипать. Исправляется установкой более низкой скорости печати первого слоя в слайсере.
2.3) Остывание пластика. Из-за остывания пластик сжимается и может отлипать от платформы. Особенно это актуально для АБС. Исправляется выставлением более высокой температуры стола, защитой от сквозняков, выключением обдува модели на первый слой.
2.4) Недостаточная адгезия. К рабочему столу пластик часто липнет не сильно, поэтому для прилипания используют специальные средства как клей карандаш, лак для волос и другие. Если их не использовать часто происходит отлипание. Исправляется подбором более сильного средства или более интенсивным его нанесением на рабочий стол, использование «юбки» и «подложки».
4. Недостаточная экструзия
3) Недостаточная экструзия. Каждый слайсер рассчитывает количество пластика которое нужно для заполнения определённого объёма, однако не всегда этот расчёт верен в силу разных причин. Слои в таком случае плохо прилипают друг к другу.
Недостаточная экструзия
Причины возникновения:
3.1) Неправильный диаметр нити. Самый распространённый диаметр - это 1.75 мм и 2.85 мм. Но не всегда теория согласуется с практикой, и он может отличаться. Исправляется точным измерением филамента в нескольких местах, вычислением среднего значении и установкой фактического параметра «Диаметр нити» в сласере.
3.2) Малый коэффициент экструдирования. Для компенсации различных причин существует также коэффициент экструдирования, который просто регулирует объём пластика. Исправляется экспериментальным подбором значения «Поток» в слайсере.
5. Избыточная экструзия
4) Избыточная экструзия. Когда пластика слишком много, то образуются некрасивые наплывы пластика не модели. Причины избытка пластика могут быть точно такие же, как и при недостатке и для их устранения нужно пользоваться советами пункта 3.
Избыточная экструзия
6. Дыры и щели в вернем слое печати
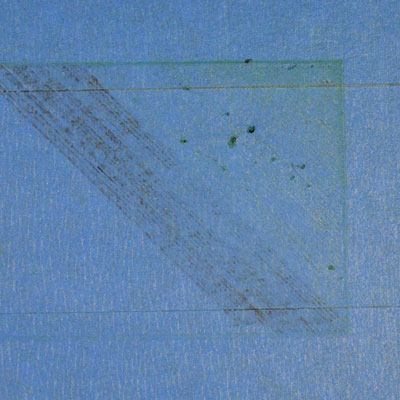
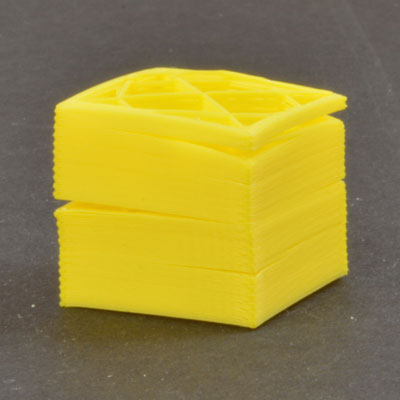
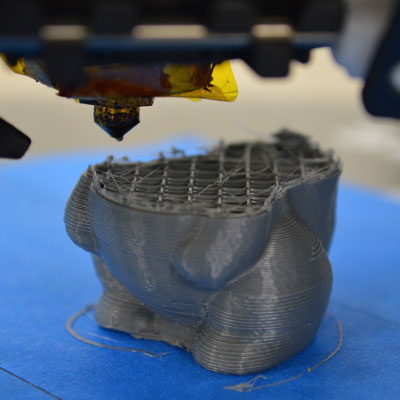
5) Дыры и щели в верхнем слое печати. Эта проблема напрямую зависит от настроек слайсера. Сама по себе модель имеет сплошное заполнение только по стенкам с крышкой и дном. Из-за этого верхняя часть модели висит на внутреннем заполнении.
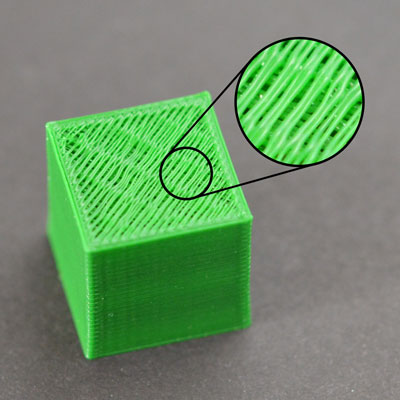
Дыры и щели на тестовом кубике
Причины возникновения:
5.1) Недостаточная плотность заполнения. Чем меньше плотность заполнения, тем большее расстояние пройдёт нависающий пластик до следующей опоры. Если заполнение слишком мало, он просто оборвётся, образуя дыру в «крышке модели». Исправляется увеличением параметра «заполнение» в слайсере.
5.2) Недостаточное количество верхних слоёв. Эта настройка в слайсере отвечает за количество слоёв верхней поверхности модели. Если слоёв слишком мало, они просто не могут встать ровно. Поэтому минимальная толщина верхнего слоя должна быть минимум 0.5 мм, а лучше больше. Исправляется увеличением параметра «Толщина дна/крышки».
5.3) Недостаточная экструзия. Решение этой проблемы подробно описывается в пункте 3 «Недостаточная экструзия»
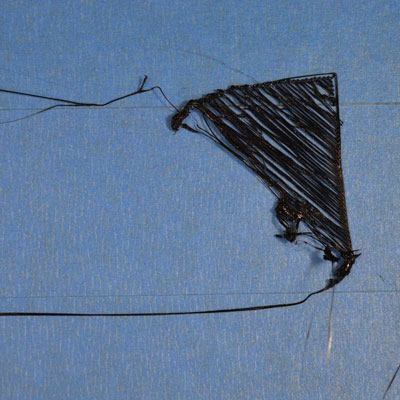
7. Волоски и паутина
6) Волоски и паутина. Данный дефект представляет собой длинные тонкие ниточки пластика, похожие на волосы, которые окружают модель. Возникает из-за того частички горячего пластика остаются на сопле и растягиваются по модели.
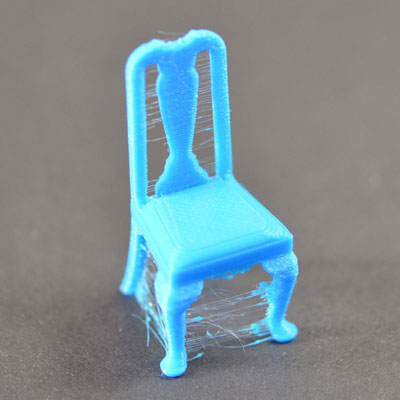
Волоски и паутина
Причины возникновения:
6.1) Неправильно настроен «Откат». С данной проблемой борется специально созданный для этого параметр откат или ретракт, который втягивает внутрь сопла частицы пластика на холостом ходу, не давая ему вытекать под собственным весом.
Исправляется увеличением параметра для отката «Величина отката» и увеличение «Скорости отката». Однако слишком большой и быстрый откат может перетереть пруток, поэтому нужно настраивать этот параметр с осторожностью.
6.2) Слишком высокая температура сопла. Если перегреть пластик, то о становится слишком текучим и всё равно будет вытекать на холостом ходу, особенно этому подвержен ПЛА. Исправляется уменьшением температуры сопла.
6.3) Слишком длинное холостое перемещение. Чем должен нагретое сопло висит над пустотой, тем больше шанс, что оно протечёт, поэтому в слайсерах часто предусмотрен параметр, позволяющей головке проходить по уже напечатанным местам. Т.о. путь головки становится длиннее, но количество откатов становится менье.
Исправляется включением «Режима комбинга» в слайсере.
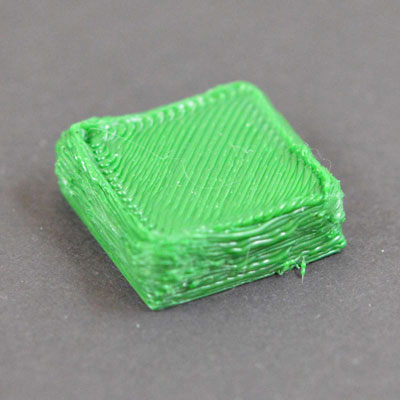
8. Перегрев
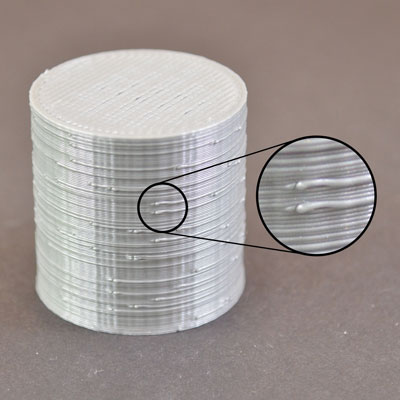
7) Перегрев. Пластик выходит из сопла горячим, а потом достаточно быстро застывает, принимая нужную форму, но иногда при печати мелких изделий предыдущий слой не успевает застыть как следует, а на него уже кладут новый и модель при этом ведёт в сторону.
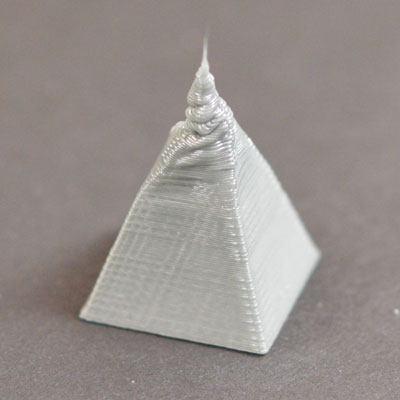
Перегрев на кончике пирамиды
Причины возникновения:
7.1) Недостаточное охлаждение. Пластику просто не хватает обдува модели. Исправляется включением параметра «Включить вентиляторы» и его «Скорость вентилятора» на 100%.
7.2) Слишком высокая температура сопла. Перегретый пластик не успевает охладиться. Исправляется уменьшением температуры сопла.
7.3) Слишком большая скорость печати, при которой слои печатаются слишком быстро. Исправляется увеличением параметра «Минимальное время на слой».
9. Сдвиг слоёв
8) Сдвиг слоёв. Большинство принтеров не имеет обратной связи, и никак не контролирует процесс печати, поэтому при сдвиге слоёв он продолжает печатать, как и раньше.
Смещение слоя
Причины возникновения:
8.1) Слишком большая скорость печати. При большой скорости печати (обычно более 100 мм/с) моторы просто могут не успеть повернутся на необходимое количество оборотов и произойдёт сдвиг. Также может повредится ременная передача, поэтому печатать на таких больших скоростях не рекомендуется.
Исправляется уменьшением параметров «Скорость печати» и Скорость перемещения».
8.2) Проблемы с механикой или электроникой. Двигатели могут перегреться от долгой работы и не среагировать на команду поворота, также приводные ремни могут повредится и растянутся. Может произойти скачок напряжения, нарушающий работу принтеров.
Исправляется проведением диагностики принтера и заменой неисправных частей.
10. Трещины между слоями
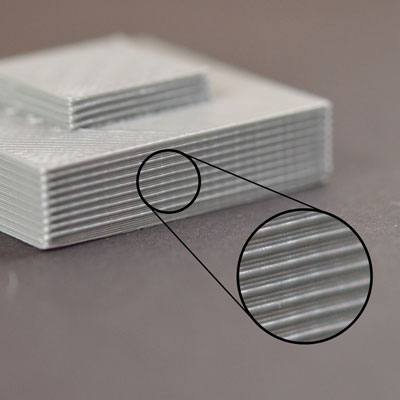
9) Трещины между слоями. Любой объект 3д печати состоит из слоёв, спаянных друг с другом. Если эта спайка недостаточно крепкая – образуются трещины.
Трещины в слоях
Причины возникновения:
9.1) Слишком низкая температура печати. Чем более пластик нагрет, тем лучше он спаивается сам с собой. Для АБС эта температура 230-250 градусов, для ПЛА – 200-220. Исправляется увеличением температуры сопла.
9.2) Слишком большая высота слоя. Каждый слой в печатной модели лежит на другом слое и при наложении они перекрывают друг друга и в это месте спаиваются. Если перекрытие маленькое (высота слоя большая), то и сами слои плохо друг друга держат. Можно пользоваться правилом, что высота слоя равна 60% от диаметра сопла (для 0.4 мм сопла это будет 0.24 мм).
Исправляется уменьшением высоты слоя в слайсере.
11. Стачивание филамента
10) Стачивание филамента. Почти каждый FDM принтер имеет приводную шестерёнку с острыми краями, которая вгрызается в пруток и проталкивает его по направлению к соплу. Если по каким-либо причинам пруток застревает, то эта шестерёнка стачивает пруток вместе соприкосновения. Сточенный кусок нити уже непригоден для работы и его обязательно нужно отрезать.
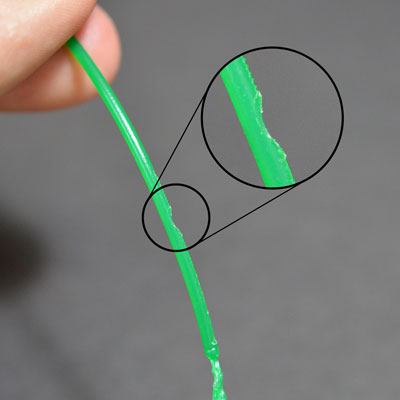
Сточенный приводной шестернёй филамент
Причины возникновения:
10.1) Засор экструдера. Основная причина засора – пыль, нагар и стеклование. Исправляется прочисткой сопла механическим, термическим, химическим или «атомным» способом (см. соответствующую тему).
10.2) Низкая температура экструдера. Пластик становится более твёрдым. Усилие на шестерню увеличивается и нить стачивается. Исправляется увеличением температуры сопла.
10.3) Слишком большая скорость печати. Пластик не успевает проталкиваться через узкое сопло и пруток застревает. Исправляется уменьшением параметров «Скорость печати» и Скорость перемещения».
12. Засор экструдера
11) Засор экструдера. Основная причина засора – пыль, нагар и стеклование. Исправляется прочисткой сопла механическим, термическим, химическим или «атомным» способом (см. соответствующую тему).

Забитое сопло
13. Остановка экструзии
12) Остановка экструзии. Не только в начале печати, но и во время её возможна остановка экструзии.
Остановка выдавливания
Причины возникновения:
12.1) Филамент закончился или запутался. Самое очевидная причина. При печати большой детали вполне возможно не заметить конца нити, а при некачественной намотке катушек вполне может образоваться перехлёст.
Исправляется заменой нитки на новую или на ту же, но распутанную с удалённым выгрызенным концом.
12.2) Шестерёнка сточила филамент. Исправляется также как в пункте 10 «Стачивание филамента».
12.3) Засор экструдера. Основная причина засора – пыль, нагар и стеклование. Исправляется прочисткой сопла механическим, термическим, химическим или «атомным» способом (см. соответствующую тему).
12.4) Перегрев подающего двигателя. При продолжительной работе двигатель может перегреться. Сработает термозащита и он принудительно отключится. Исправляется перезапуском принтера его остыванием мотора.
14. Плохое заполнение
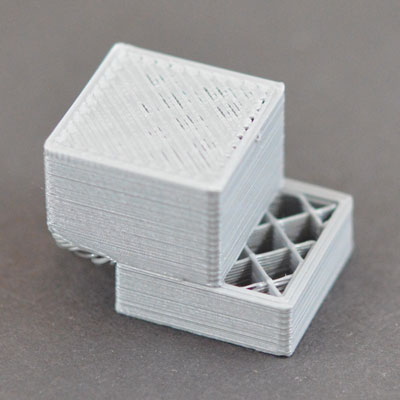
13) Плохое заполнение. Внутренне заполнение играет большую роль в прочности модели и в качестве горизонтальных поверхностей.
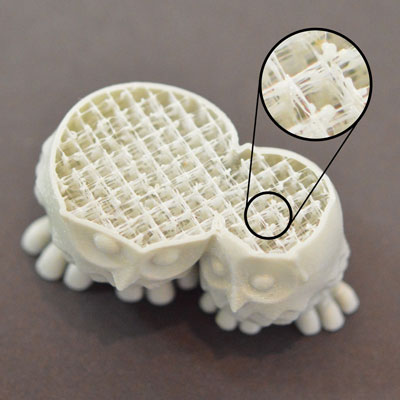
Плохое заполнение
Причины возникновения:
13.1) Слишком большая скорость печати заполнения. Обычно заполнение печатается быстрее чем стенки, однако при высокой скорости пластик не успевает вытечь, и оно становится хрупким. Исправляется уменьшением параметра «Скорость заполнения» в слайсере.
13.2) Неподходящий шаблон заполнения. Некоторые шаблоны заполнения могут сделать деталь более прочной. Чем другие. Исправляется изменением параметра «Шаблон заполнения».
13.3) Маленькая ширина экструдирования заполнения. Иногда ширины в размер одного сопла не хватает и возникает необходимость сделать внутреннюю стенку в ширину 2-х и более сопел. Это также повысит прочность модели. Исправляется увеличением параметра «Ширина линии заполнения» в слайсере.
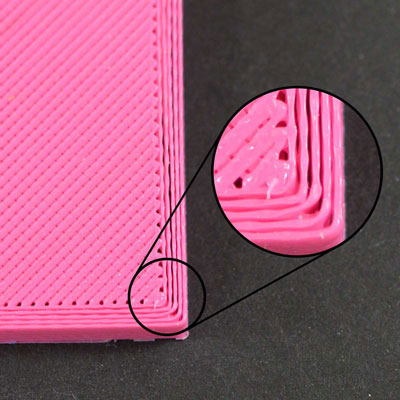
15. Наплывы на стенках
14) Наплывы на стенках. Это мелкие дефекты, которые возникают в основном при переходе принтера на новый слой. Справляются как правило с помощью верной настройки отката.
Наплывы на стенках
16. Вобблиг
15) Вобблиг. Слои принтера в идеале должны образовывать гладкую структуру, но зачастую можно видеть и картину, когда один или несколько слоёв выбиваются из общего ряда. Часто это происходит циклично, например, каждый 10 слой.
Вобблиг.
Причины возникновения:
15.1) Некачественный филамент. Такой филамент имеет переменный диаметр. Который постоянно «гуляет» на несколько сотых мм, что превращается в нестабильную экструзию. Пластика вытекает, то больше, то меньше. Исправляется переходом на более качественный пластик.
15.2) Изменения температуры. Если температура скачет более чем на 2 градуса в процессе печати. То это делает пластик разной степени вязкости, а отсюда и некачественная печать. Исправляется регулировкой PID регулятора.
15.3) Проблемы с механикой принтера. Это может быть ивибрация, и различные люфты в подвижных частях принтера. Особенно заметно это на оси Z у дешёвых принтеров, когда направляющие по этой оси собраны некачественно. Исправляется внешней диагностикой принтера и заменой некачественных комплектующих
17. Исчезновение мелких деталей
16) Исчезновение мелких деталей. Это даже не ошибка работы, а особенность оборудования. Каждый принтер оснащён соплом определённого диаметра (чаще всего 0.4 мм), меньше которого напечатать элемент просто невозможно.
Исправляется данная особенность увеличением мелких элементов на самой модели и заменой сопла принтера на более тонкое.
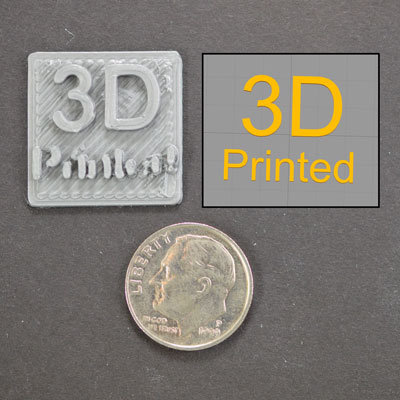
3д модель и её печатный вариант. Мелкая надпись частично исчезла.
На этом самые основные артефакты и ошибки печати рассмотрены. Это далеко не все возможные варианты ошибок, поэтому, если Вы встретились с чем-то, что не описано в данном разделе, то обратитесь к интернет источникам или напрямую в техническую поддержку вашего принтера.